(鞋楦灵) 基本功能
请参阅文章:
本文将介绍如何实现以下功能:
A. 鞋楦平移和旋转(鞋楦摆放)
B. 调整鞋楦球长和总长
C. 调整鞋楦跟宽和球线宽(斜宽线)
D. 调整鞋楦脚背和脚趾高度
E. 调整鞋楦跟高(跷度)
F. 创建数控(CNC)文件
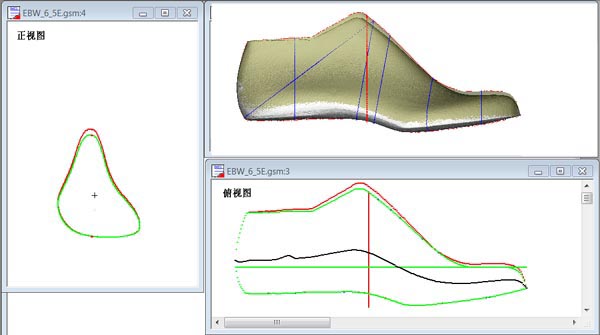
按上文所述方法打开鞋楦文件"EBW_6_5E.gsm"。然后单击菜单"视窗->多视图", 或单击工具栏上的多视图图标![]() ,显示侧视图、正视图、俯视图以及实体视图。
,显示侧视图、正视图、俯视图以及实体视图。
物体旋转:
单击菜单"查看->视图模式->坐标旋转",或单击工具栏上的坐标旋转图标![]() ,程序进入坐标旋转模式。默认布局显示如下图所示:
,程序进入坐标旋转模式。默认布局显示如下图所示:
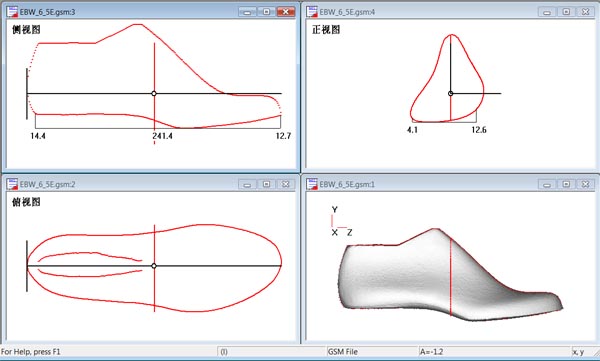
在此模式下,用户可以在侧视图、正视图、俯视图中用鼠标拖动来旋转鞋楦模型。在各视图中,旋转中心由一个小圆圈表示。用鼠标拖动时,鼠标左键下按点应与旋转中心保持一定距离,右下角的状态栏即时显示转动角度(精确到0.1度)。
在侧视图或俯视图中,鼠标左键双击可以改变正视图中显示的横截面的位置。还可以使用左-右箭头键改变正视图中显示的横截面的位置,使用上-下箭头键来改变侧视图中显示的纵截面的位置。
要改变实体视图中的视角,请使用工具栏中的视角旋转图标![]() 。请注意,此操作只改变视角,不旋转物件。
。请注意,此操作只改变视角,不旋转物件。
物体平移:
单击菜单"查看->视图模式->坐标平移",或单击工具栏上的坐标平移图标![]() 。在正视图中,你可以用鼠标上-下、左-右拖动物体。在侧视图和俯视图中,你可以用鼠标上-下拖动物体。鼠标拖动时,右下角的状态栏即时显示平移距离,h=水平位移,v=垂直位移(精确到0.1毫米)。
。在正视图中,你可以用鼠标上-下、左-右拖动物体。在侧视图和俯视图中,你可以用鼠标上-下拖动物体。鼠标拖动时,右下角的状态栏即时显示平移距离,h=水平位移,v=垂直位移(精确到0.1毫米)。
打开鞋楦文件"EBW_6_5E.gsm"。为于便于显示调整结果,用以下命令打开了一个参考模型:从菜单"文件->导入参考模型",以显示打开参考模型对话页。浏览到文件夹"LastLib"(鞋楦库,从Samples文件夹往上两级),选择并打开文件"EBW_6_5E.gsm"。这时在实体视图中没明显变化,在其它三个视图中红线变成绿线。
如果鞋楦还未定义斜宽线,可按上文"初步操作"所述方法定义斜宽线。
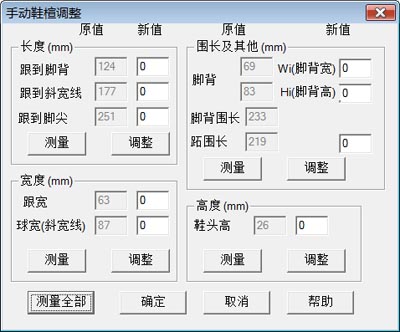
点击菜单"常用->定制调节",程序显示"鞋楦测量"对话页,点击“继续"按钮继续。 程序显示如右图所示"手动鞋楦调整"对话页。点击“测量全部”按钮来获取当前的最后一个参数。请注意:该对话页将被用来调整鞋楦长、宽及高度。 让我们来调整"跟到斜宽线(球长)"和"跟到脚尖(总长)"。它们当前值分别是177和251mm。我们将它们调整为180和260mm。将180填入鞋楦"跟到斜宽线"栏中、将260填入"跟到脚尖"栏中,然后点击其下的"调整"按钮,完成调整。 |
 |
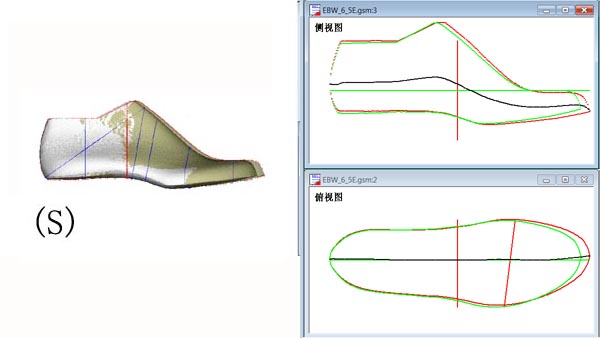
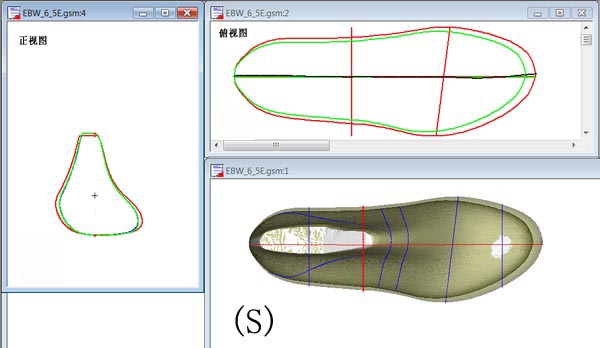
使用与"B. 调整鞋楦球长和总长"相同的步骤打开"手动鞋楦调整"对话页。现在我们来调整"跟宽"和"球宽"。它们当前值分别是63和87mm。我们将它们调整为70和95mm。将70填入鞋楦"跟宽"栏中、将95填入"球宽"栏中,然后点击其下的"调整"按钮,完成调整。调整宽度后的各视图如下图所示。
为便于比较,让我们撤消以前所做的长度和宽度俢改。同上,打开"手动鞋楦调整"对话页。现在我们来调整鞋楦"脚背高"和"鞋头高"。它们当前值分别是83和26mm。我们将它们调整为90和30mm。将90填入鞋楦"脚背高"栏中、将30填入"鞋头高"栏中,然后分别点击相应的"调整"按钮,完成调整。调整脚背和鞋头高度后的各视图如下图所示。
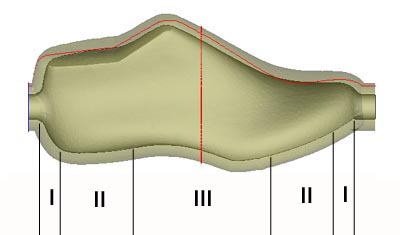
点击菜单"工具->修改工具->调整鞋楦跷度",程序显示"调整鞋楦跷度"对话页。它可以调节整个鞋楦底部的跷度。 程序将鞋楦全长分为5段,用户设置每端点(6个)横截面位置(片号),见(S)视图中的垂直黄线,及相应点的调整值(数值)。假定要提高跟高10mm,输入合适的数值如右上图所示。点击"预览"按钮,来观察调整结果,或点击"确定"按钮完成调整。 结果见右图。 如果你想抬起鞋楦尖(跷度),你可以在最右边栏中输入5,这样可以抬起鞋楦尖。 请注意:此功能只能用于鞋楦跷度的少量调整,例如几个厘米。如果你想做高跟鞋楦,你需要使用本程序的其它功能,请参考改制高跟鞋楦一文。 |
  |
以上文章介绍了该程序的一些基本调整功能,以后的文章将介绍更多的功能。现在介绍鞋楦的加工部分。
本程序能够生成CNC雕刻文件用来加工鞋楦。程序生成CNC的文件控制三个自由度,转角,径向和纵向运动。下面介绍生成CNC文件的这些步骤。
步骤1,通过创建一个新鞋楦文件调整鞋楦轴线,生成固定中心模型文件。
假设我们要加工"EBW_6_5W.gsm"鞋楦,先打开鞋楦文件"EBW_6_5E.gsm"。
点击菜单"查看->视图模式->设置导出轴方向",或单击工具栏上的设置导出轴方向图标 这条轴线的位置和角度是可以调节的。将鼠标移动到侧视图,在视图的左侧用鼠标上下拖动改变轴线左侧的起始位置。同样在右侧可改变轴线右侧的起始位置。 类似的调整也适用于俯视图。 |

|
你可以选择输出文件中两片间隔距离,例如1mm,但确保勾选"固定中心"选项。点击"确定”按钮,启动文件输出对话页。选择一文件名,如"CNCTestg.gsm",然后点击"保存"(Save)按钮,完成固定中心模型文件输出。 |
 |
步骤2,生成CNC加工文件。 点击菜单"文件->打开鞋楦",以显示打开鞋楦对话页。打开步骤1 生成的文件"CNCTestg.gsm"。 点击菜单"文件->数控文件导出",显示“数控文件导出"对话页(见右图)。按实际需要选择参数。 其它选项还有: 鞋跟切断:是否需要在鞋跟切断; 鞋头到鞋跟:刀具走向是否是鞋头到鞋跟; |  |
| 设定参数后,点击"确定"继续,在选择输出文件后创建的数控文件。因为我们选择"显示加工模型",如右图的加工模型会显示。 | 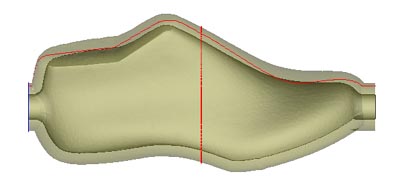 |
|
生成的CNC程序釆用螺旋进刀方式,即在旋转的同时沿轴向移动,毎转360度前进一个片距(本例是1mm)。 勾选"两端精加工"选项时: |
 |
警告:请核对创建的数控文件,以确保它们与你的雕刻机兼容。
两点说明
(1)雕刻加工是从鞋楦底部开始,鞋楦绕轴转动,同时刀具变动与轴线的距离,并缓慢从脚尖向脚跟移动。
(2) 指令文件(cmt)是一个文本文件,用户可以使用"Notepad.exe"按需要编辑。
以下是一个例子:(standard.cmt)。注:以下文字中,括号中的说明不是指令文件中的内容,参考文件"standard.cmt"。
<<CarvingMachineTemplate>>
<Comment>
This template is for Home carving machine. (说明:注解部分,无加工意义)
<EndComment>
<Format>
Rotation-Radius-Translation YZX (说明:选用合适的字母代替YZX,转动Y,径向Z,轴向X)
EndSliceCode G92Y0 (说明:选用合适指令代替G92Y0,完成一转360切割后的走刀指令)
<EndFormat>
T3
M3
G0 X0 Z125 Y0;
G1G99F1270E2000D1650
<EndHeader>
G0Z125
T0
M25
G0X0
M30
<EndTrailer>
<<EndCarvingMachineTemplate>>